Induksjons Lodding Messing Connector I Solar Panel Med IGBT Induksjonsvarmer
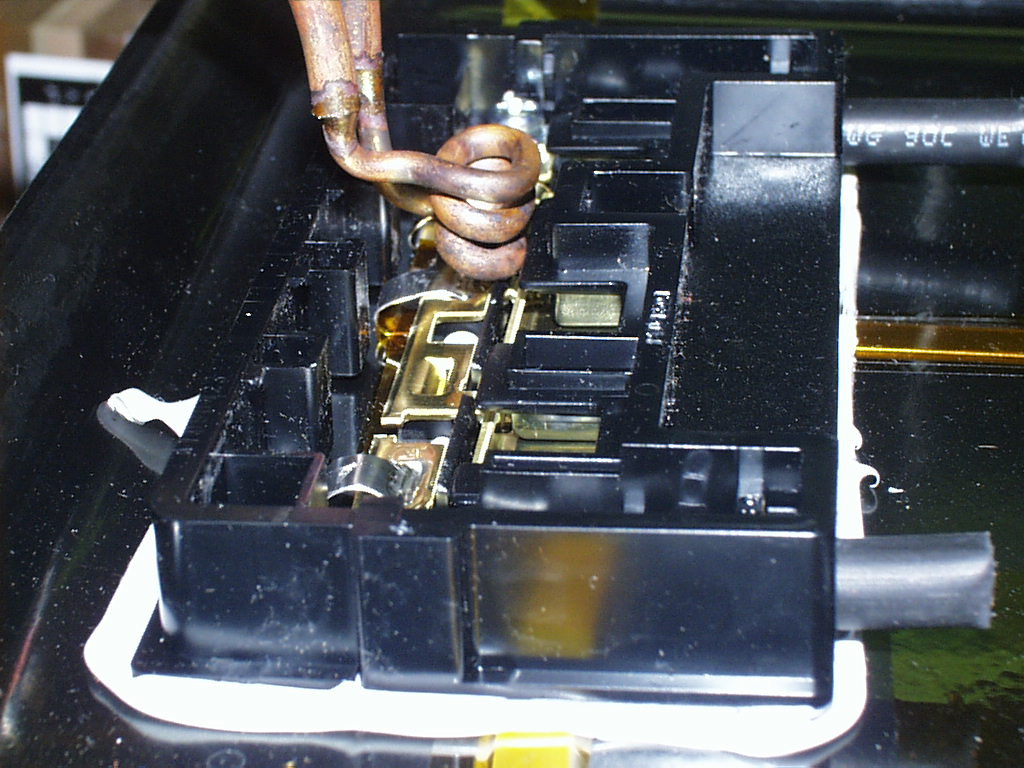
Objektiv Lodde tre messingkontakter en om gangen i en koblingsboks for solcellepanel uten å påvirke komponentene i koblingsboksen
Materiale Solcelleforbindelsesboks, messingkontakter, loddetråd
Temperatur 700 ºF (371 ºC)
Frekvens 344 kHz
Utstyr • DW-UHF-6 kW induksjonsvarmesystem, utstyrt med et eksternt arbeidshode som inneholder en 1.0 μF kondensator.
• En induksjons varmespole designet og utviklet spesielt for denne applikasjonen.
Prosess En oval formet spiralformet spiral med tre svinger brukes til å varme opp kontaktene. Et stykke loddetråd plasseres på skjøteområdet, og hver skjøt varmes opp separat i 5 sekunder for å lodde kontakten. Den totale prosesstiden er 15 sekunder for de tre skjøtene.
Resultat / Fordeler Induksjonsvarme gir:
• Presisjonsnøyaktighet leverer bare oppvarming til skjøten; påvirker ikke omkringliggende komponenter
• Lokalisert varme gir rene og rene ledd
• Produserer høy kvalitet, repeterbare resultater
• Jevn fordeling av oppvarming