høyfrekvent induksjons forvarming av kobberstang og kobling for en epoxyherdingsapplikasjon
induksjonsforvarming kobberstang og kobling for en epoxyherdingsapplikasjon
Mål: Å forvarme en del av kobberstangen og en rektangulær kontakt til temperatur før epoxyherding under en produksjonsprosess for elektriske skruespenninger
Materiale: Kundelevert belagt kobberstang (12 ”x 2” x 1 ”/ 305 mm x 51 mm x 102 mm) og kontakt
Temperatur: 302 ºF (150 ºC)
Frekvens: 25 kHz
Induksjonsoppvarmingsutstyr:
-DW-HF-60kW 15-45 kHz induksjonsvarmesystem utstyrt med et eksternt arbeidshode som inneholder fire 21 μF kondensatorer

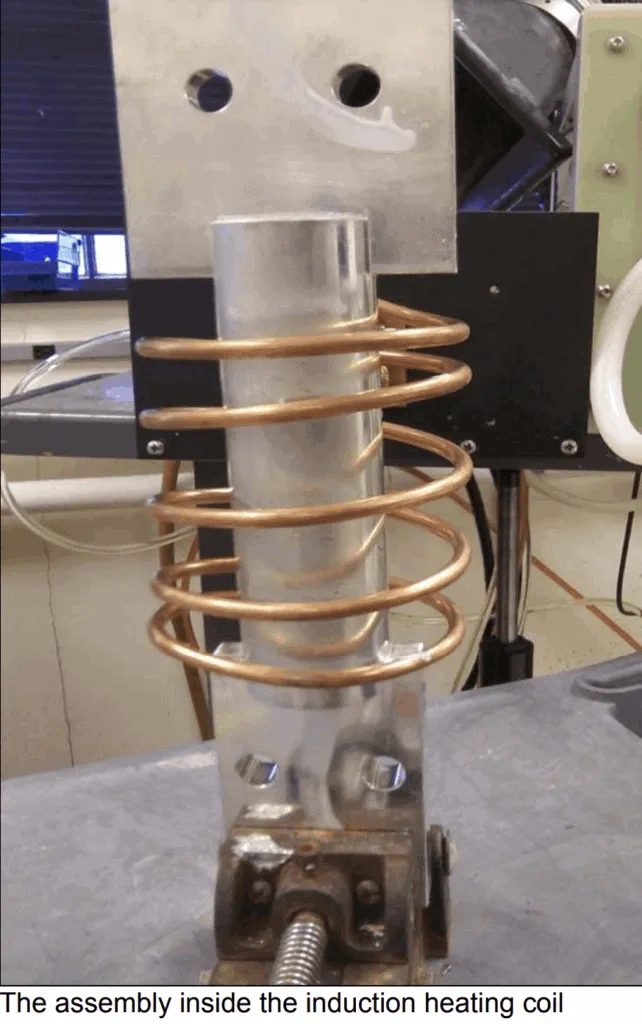
- En enkeltposisjons syv-omgang spiralformet induksjons varmespole designet og utviklet spesielt for denne applikasjonen
Induksjonsoppvarmingsprosess
Kobberstangen og koblingen ble plassert inne i induksjonsvarmebatteri og strømmen ble slått på. Delen oppvarmes til temperatur i løpet av 55 sekunder. Etter å ha blitt oppvarmet til temperatur ble delen flyttet og en epoxyherdings- / støpeprosess fant sted. Klienten brukte en stor ovn for å forvarme disse stavene, som
var kostnadseffektiv. Induksjon gir en raskere og mer kostnadseffektiv oppvarmingsmetode.
Resultater / fordeler - Hastighet: Induksjon oppvarmet delen raskt til temperatur
- Effektivitet: Induksjon er en langt mer effektiv metode for å varme opp disse delene til temperatur sammenlignet med deres
stor ovn
- Presisjon: Induksjon gjorde det mulig å bare varme opp delene av stangen som krevde oppvarming