induksjonsherdende stålstempler
Målet
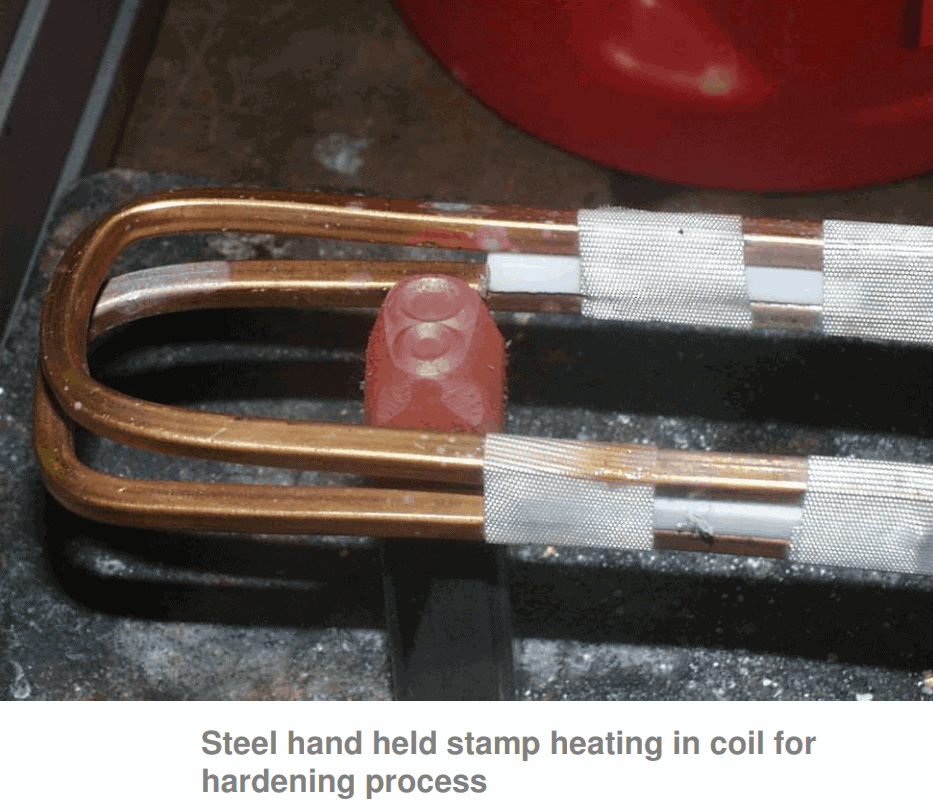
Induksjonsherding forskjellige størrelser på håndholdte markeringsstempler.
Området som skal herdes er 3 mm oppover skaftet.
Materiale: Stempler 1/4 ”(6.3 mm), 3/8” (9.5 mm), 1/2 ”(12.7 mm) og 5/8” (15.8 mm) firkantede
Temperatur: 1550 ºF (843 ºC)
Frekvens 99 kHz
Utstyr • DW-HF-45kW induksjonsvarmesystem, utstyrt med et eksternt arbeidshode som inneholder åtte 1.0 µF kondensatorer for totalt 2.0 µF
• En induksjonsvarmespole designet og utviklet spesielt for denne applikasjonen.
 Induksjonsherdingsprosess:
Induksjonsherdingsprosess:
En to-trinns kanalspiral brukes til å dekke utvalget av stålmerker som varmes opp. 5/8 ”stålstemplet varmes opp i 60 sekunder for å nå 1550 ºF (843 ºC) og ønsket hardhet. Mindre deler vil også varme lett opp.
Resultater / fordeler
Induksjonsoppvarming gir:
• Raskere prosesstid og produksjonshastigheter
• Håndfri oppvarming som ikke innebærer operatør ferdighet for produksjon
• Kontrollert presis påføring av varme
