Induksjon forvarming sveising bil transaksel
Beskrivelse
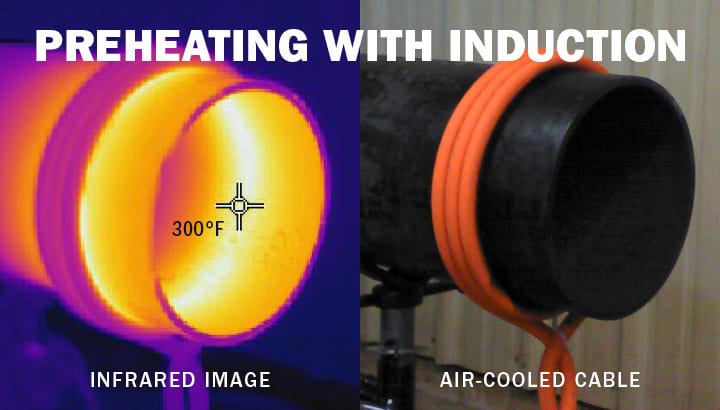
Induksjon forvarming sveising bil transaksel
Målet: For å forvarme en 3.6 ”(91 mm) utvendig diameter stålaksel med tre sveiselinjer til 662 ºF (350 ºC) med hver sveiselinje oppvarmet til temperatur i løpet av fem sekunder
![]() Materiale: Kunden leverte 3.6 ”(91 mm) OD-stålaksel
Materiale: Kunden leverte 3.6 ”(91 mm) OD-stålaksel
Temperatur: 662 ºF (350 ºC)
Frekvens: 121 kHz
Utstyr: DW-HF-45kW 50-150 kHz induksjonsvarmesystem utstyrt med en ekstern varmestasjon som inneholder åtte 1.0 μF kondensatorer i serie parallell
- En indre posisjon i en boring induksjonsvarmebatteri designet og utviklet spesielt for denne applikasjonen.
 Induksjons forvarmingsprosess: Stålakselen ble malt med temperaturindikerende maling og et termoelement ble festet til delen. Induksjonsvarmebatteriet ble plassert inne i stålakselen og strømforsyningen ble slått på. Denne tilnærmingen gjorde at sveiselinjen ble oppvarmet til 662 ºF (350 ºC) innen fem sekunder som ønsket av klienten. Strømforsyningen kan programmeres til å slå seg av etter ønsket oppvarmingstid - i dette tilfellet fem sekunder. Deretter kan spolen flyttes til den andre sveiselinjen og den tredje sveiselinjen.
Induksjons forvarmingsprosess: Stålakselen ble malt med temperaturindikerende maling og et termoelement ble festet til delen. Induksjonsvarmebatteriet ble plassert inne i stålakselen og strømforsyningen ble slått på. Denne tilnærmingen gjorde at sveiselinjen ble oppvarmet til 662 ºF (350 ºC) innen fem sekunder som ønsket av klienten. Strømforsyningen kan programmeres til å slå seg av etter ønsket oppvarmingstid - i dette tilfellet fem sekunder. Deretter kan spolen flyttes til den andre sveiselinjen og den tredje sveiselinjen.
Resultat / fordeler prosess: Når spolen er inne i akselen, kommer den ikke i veien, og den kan deretter enkelt flyttes til neste sveiselinje
- Hastighet: Induksjon og den foreslåtte prosessen gjør at sveiselinjene kan varmes opp til temperaturen innenfor det mål du har bestemt
tid
- Gratis laboratorietesting: Dette er et nytt prosjekt for klienten, og HLQ Lab Service Request-testing gjorde det mulig for klienten å
teste applikasjonen og en innovativ tilnærming ble designet




