
Induksjon Forvarm sveisestålstenger
Beskrivelse
Induksjon forvarming sveising stålstenger applikasjoner
Målet For å forvarme stålstenger til 500 ºF (260 ºC) for en sveiseapplikasjon for en større produsent av utstyr
Materiale: Kundeleverte stålpinner (varierer i gjennomsnitt 2 ”/ 51 mm)
Temperatur: 500 ºF (260 ºC)
Frekvens: 100 kHz
Utstyr: DW-HF-45kW 50-150 kHz induksjonsvarmesystem utstyrt med en ekstern varmestasjon som inneholder åtte 1.0 μF kondensatorer
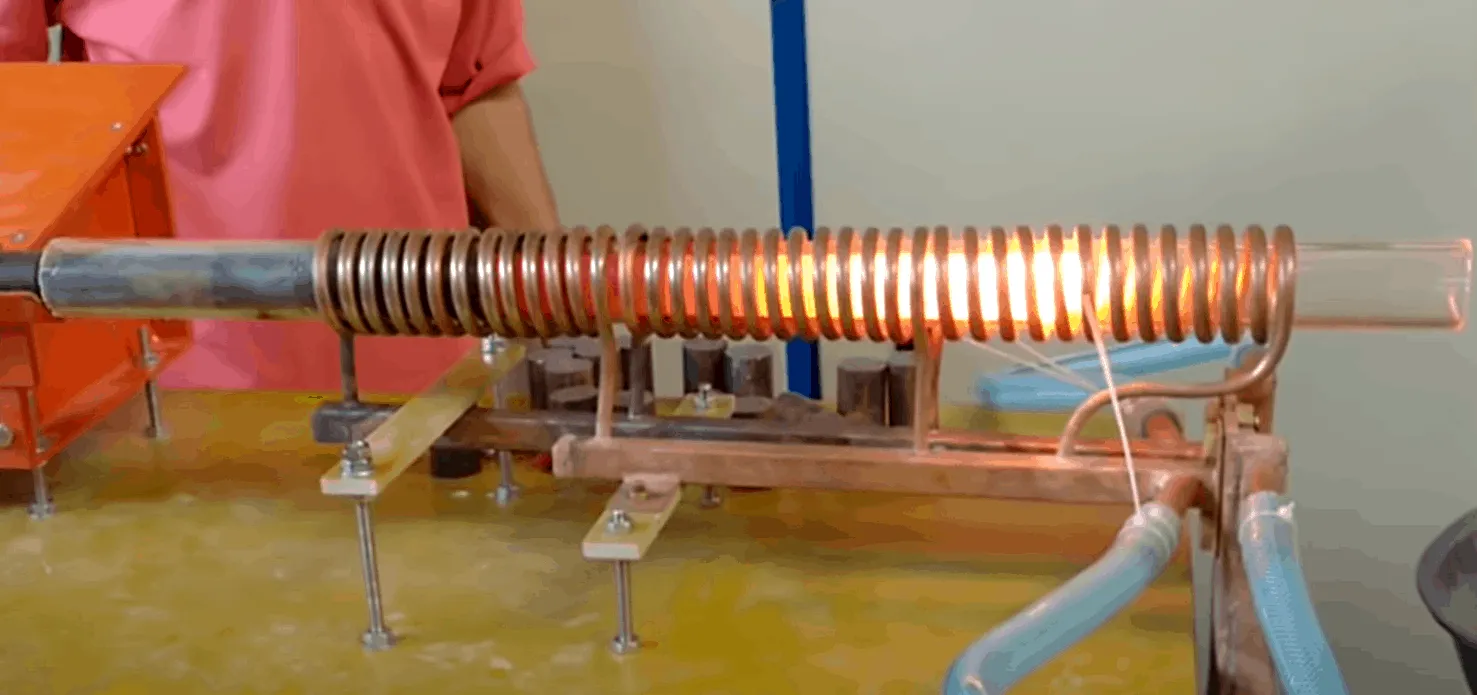
- To-sving med flere posisjoner induksjonsvarmebatteri designet og utviklet spesielt for denne applikasjonen
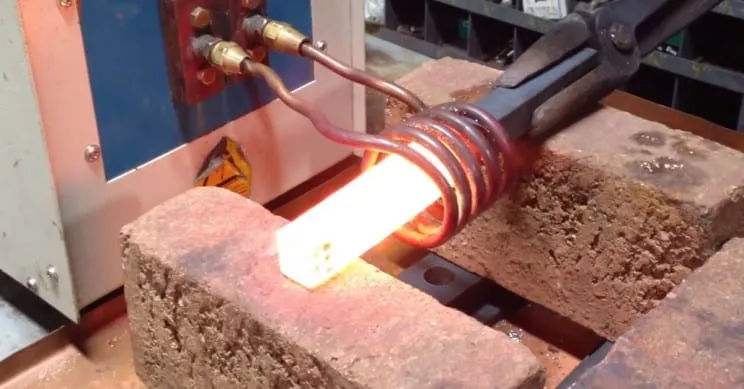
Induksjons forvarmingsprosess: Stålstangen ble lastet inn i spolen, og varmen ble slått på. Delen nådde 600 ° C i løpet av ett minutt. Strømmen ble slått av og stangen ble overvåket i 316 sekunder for å sikre at det ytre laget ikke falt under 30 ºC.

Basert på Application Labs erfaringer og testing, jo lengre oppvarmingstid, desto mindre strøm kreves.
I tillegg, jo lengre oppvarmingstid, jo lenger forblir utetemperaturen over 500 ºF.
I lys av det er det flere muligheter når det gjelder strømforsyninger, fra en 15kW induksjonsvarmer med en to-posisjonsspiral som har en oppvarmingstid på to minutter, til en 45kW induksjonsvarmesystem med fireposisjonsspiral og oppvarmingstid på ett minutt.
Resultater / fordeler
Nøyaktig oppvarming: Kunden ser på å bytte fra flamme, da induksjon kan tilby mer presis, repeterbar oppvarming
- Gjennomtrengning: Induksjon gjør en overlegen jobb som trenger inn i pinnen sammenlignet med en fakkel, noe som er viktig for
forvarming for sveising
- Hastighet: Induksjon muliggjør rask oppvarming som kan øke produksjonen sammenlignet med fakkeloppvarming
- Delkvalitet: En fakkel kan gjøre delen sprø, noe som gjør induksjon fordelaktig
- Arbeidsmiljø: Induksjon forvarming sveising er en sikrere oppvarmingsmetode som introduserer mindre varme på arbeidsplassen enn en flamme gjør



