


induksjonsherdestålkammontering
Beskrivelse
induksjonsherdestålkammontering
Mål: Induksjonsherding omkretsen av thick ”tykke kamkomponenter av stål
Materiale: ¼ ”tykke kamkomponenter av stål i forskjellige geometrier
Temperatur: 1650 ° C (900 ºF)
Frekvens: 177 kHz
Utstyr

DW-UHF-10kW induksjonsvarmesystem, utstyrt med en ekstern varmestasjon som inneholder en kondensator på 1.0 µF og en induksjons varmespole designet og utviklet spesielt for denne applikasjonen
Prosess
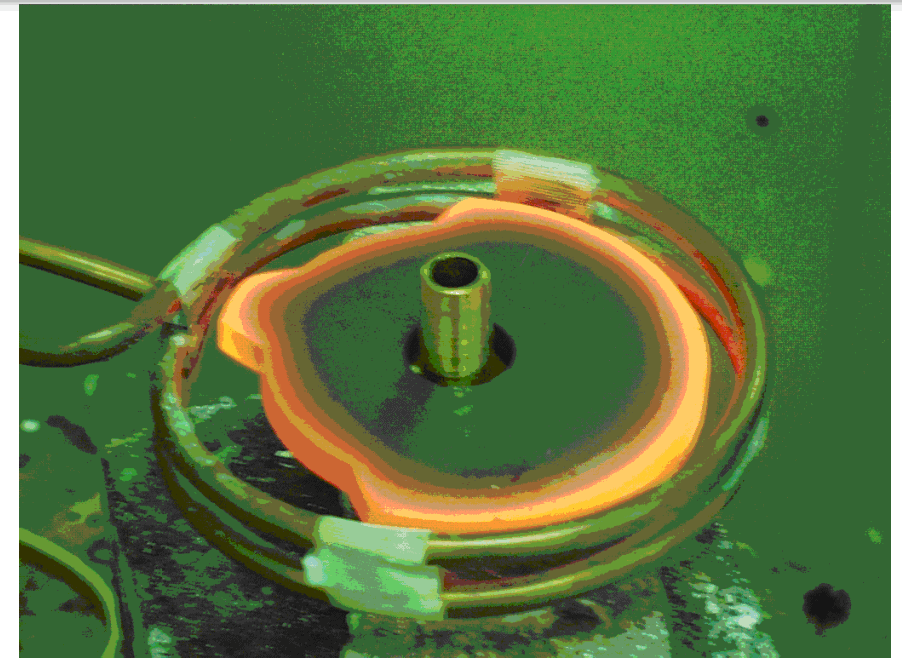
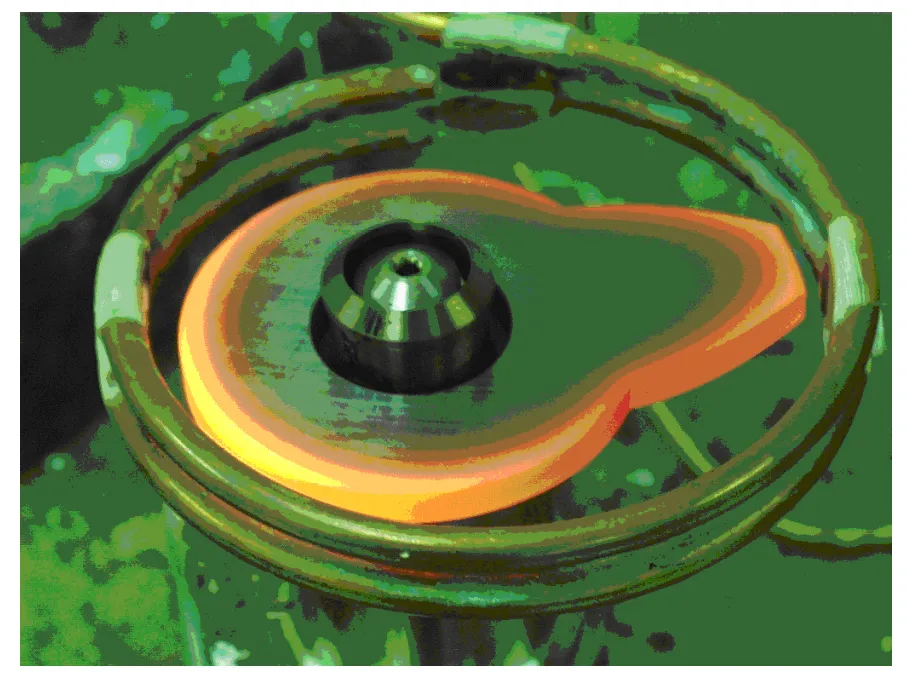
En spiralformet spiral med to omganger brukes til å varme opp kammene. Varmetiden varierer fra 120-150 sekunder. Etter oppvarming slukkes delene i vann.
 Resultater / fordeler
Resultater / fordeler
Induksjonsherding kamens ytre overflater med induksjon resulterer i:
• jevn oppvarming for jevne resultater
• en spole kan brukes i mange geometrier
• jevne resultater fra stykke til stykke
Det er tusenvis av svært vellykkede induksjonsherdemaskiner som produserer millioner av deler levert til forskjellige industrisegmenter. Blant komponentene som rutinemessig gjennomgår induksjonsherding (IH) er slike deler som kamaksler, veivaksler, tannhjul, tannhjul, giraksler, kulepinner, tapper, tannstativ, hjulspindler, lagerløp, fester, arbeidsverktøy, sporsko for jord- maskiner i bevegelse - listen er egentlig uendelig. Som et eksempel viser figuren et lite utvalg av geometrier som rutinemessig er induksjonsherdet.




