






Metaller Billet Hot Smelteovnen
Beskrivelse
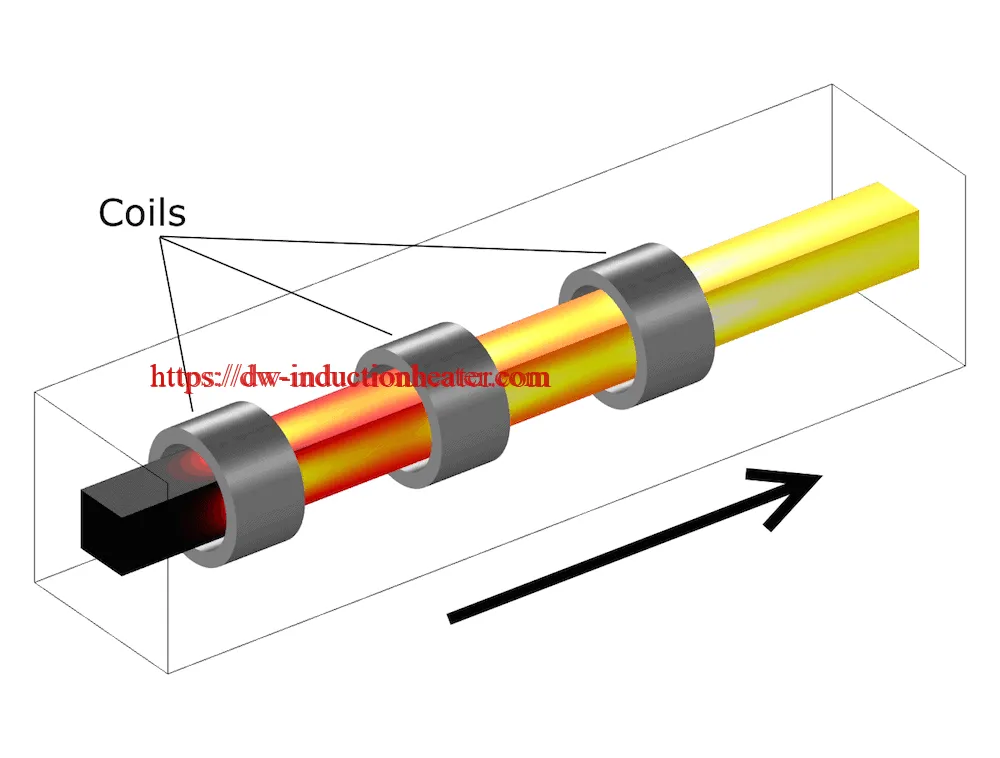
Metaller Billet Hot Smelteovn med induksjon for oppvarming av kobber / aluminium / jernstålskilt før varm forming
Induksjonsoppvarming er mye ansatt i metall billet hot smi industrien å varme billet som skal smidd i hot. I stålindustrien oppvarmes varm smiingstål til temperaturer rundt 1000 oC-1250 oC i henhold til karboninnhold og legeringselementene. Den varme smi prosessen krever høy temperatur oppvarming av billet jevnt både langs tverrsnittssiden og traversiden av billet. Vanligvis er den opprinnelige temperaturen på billetten i romtemperaturen og det er nødvendig å varme over omkrystalliseringstemperaturen for varm smiingsprosess. Det finnes ulike måter å varme metall i varm smiing, inkludert induksjonsvarme, gassfyrt ovn, oljefyrt ovn, infrarød varmeapparat og elektrisk motstandsvarmer. Induksjonsoppvarming har forskjellige fordeler i forhold til andre metoder for oppvarming i varm smiing. Først av alt produserer induksjonsvarmesystemer høy varmeintensitet veldig raskt ved en bestemt del av metallet. I tillegg er induksjonsvarmesystemer hurtigstartsystemer, siden disse systemene ikke trenger forvarmingstid som i ovnen oppvarming. Også oppvarmingstiden er inkompatibelt kort mot de andre metodene. Sammenlignet med gass- og oljeovnens oppvarming, er det lettere å kontrollere og gjenta den samme oppvarmningsforholdet for annen tid. Automatisering kan brukes til induksjonsvarmesystemene. Det vil kreve minimum gulvplass på butikken. Induksjonsoppvarming er også mer energieffektiv og mer miljøvennlig. Det vil ikke være noen skadelig forbrenningsemisjon til miljøet som i gass- og oljeovnens oppvarming. Videre resulterer gassfyrte ovner med dårlig overflatekvalitet på grunn av skalaformasjon. Induksjonsvarmen gir betydelig reduksjon i skalaformasjon og decarburisering på den oppvarmede billetten.
produktbeskrivelse
For oppvarming av forskjellige stangmaterialer: som stål og jern, bronse, messing, aluminiumslegering, etc.
Bilde bare for referanse, farge kan byttes med annen kraft.
Funksjoner og spesifikasjoner tilpasset kundens krav.
Funksjoner og fordeler:
1. automatisk: automatisk mating, automatisk valg av arbeidsstykket er bra eller dårlig, automatisk måling av temperatur, automatisk utladning.
2. Integrert design: Spar installasjonstid, kostnad og plass.
3. Innebygd betjeningspanel viser maskinens driftstilstander for å gjøre det lettere å diagnostisere feil.
| Egenskaper | Detalj | |
| 1 | Oppvarming raskt og stabilt | sparer 20% - 30% elektrisk energi enn tradisjonell måte;
Høy effektivitet og lavt energiforbruk |
| 2 | Liten i størrelse | Enkel å installere, betjene og reparere |
| 3 | Sikker og pålitelig | Ingen høy spenning, veldig trygt for dine arbeidere. |
| 4 | Et kjølesirkulasjonssystem | Kunne operere kontinuerlig 24 timer |
| 5 | fullfør selvbeskyttelse funksjon |
mange typer alarmlamper: overstrøm, overspenning, over varme, vannmangel etc. Disse lampene kan kontrollere og beskytte maskinen. |
| 6 | Miljøvern | Nesten ingen oksidlag, produserte ingen eksos, ingen avløpsvann |
| 7 | IGBT Type | Unngå avbrudd av urelatert elektrisk nett; Sørg for maskinens levetid. |
Parameter av metaller billet hot smi ovn:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Inngangsspenning | 3faser, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Maks. Inngangsstrøm | 320A | 400A | 480A | 640A | 800A | 960A | |
| Oscillerende frekvens | 0.5KHz ^ 20KHz (Oscillasjonsfrekvensen vil bli tilpasset i henhold til størrelsen på varmeelementer) | ||||||
| Driftssyklusbelastning | 100%, 24h jobber kontinuerlig | ||||||
| Kjølevannsbeskrivelser | 0.1 MPa | ||||||
| Dimensjon | Host | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Extension | Utvidelsen vil bli tilpasset i henhold til material og størrelse på varmeelementer | ||||||
| Vekt | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Avhengig av dimensjonen av utvidelsen | |||||||
I induksjonsmetallene er varmesmeltovnen hele regningen eller sluggen oppvarmet. Normalt for korte billetter eller snegler brukes en hopper eller bolle til automatisk å presentere billettene i kø for å klemme valser, kjededrevne traktorer eller i noen tilfeller pneumatiske drev. Billets blir deretter drevet gjennom spolen den ene bak den andre på vannkjølte skinner eller keramiske linjer brukes gjennom spiralboringen som reduserer friksjon og hindrer slitasje. Spolenes lengde er en funksjon av den nødvendige søketiden, syklusen tid per komponent og lengden på billet. I høyvolum stor tverrsnittsarbeid er det ikke uvanlig å ha 4 eller 5-spoler i serie for å gi 5 m (16 ft) spole eller mer.







