Induksjonsvarmestaking for fjærtråd og nylonpulver
Heat staking innebærer bruk induksjonsoppvarming i prosesser hvor plast endrer tilstand fra fast til flytende. En vanlig bruk for denne applikasjonen er å presse en metalldel inn i en plastdel. Metallet varmes opp ved hjelp av induksjon til en temperatur som er høyere enn den for plastreflowen. I noen tilfeller kan metallet presses inn i plasten før oppvarming skjer; eller metallet kan varmes opp før det presses inn i plasten, noe som får plasten til å flyte tilbake når delen presses inn (også kjent som plastreflyting). Induksjonsoppvarming kan også brukes i plastsprøytestøpemaskiner. Induksjonsoppvarming forbedrer energieffektiviteten for injeksjons- og ekstruderingsprosesser. Varme genereres direkte i tønnen til maskinen, noe som reduserer oppvarmingstid og energiforbruk.
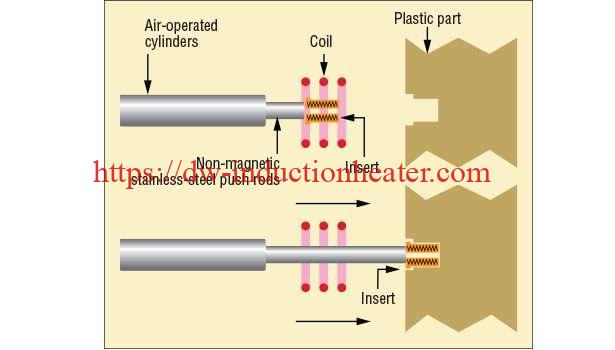 Metall-til-plast-innsetting innebærer å varme opp en gjenget metallinnsats til en temperatur over plasttilbakestrømningspunktet og presse den inn i plastdelen. Prosessen krever rask, presis, repeterbar oppvarming. Mykgjøring av de indre gjengene er resultatet av lange oppvarmingsprosesser.
Metall-til-plast-innsetting innebærer å varme opp en gjenget metallinnsats til en temperatur over plasttilbakestrømningspunktet og presse den inn i plastdelen. Prosessen krever rask, presis, repeterbar oppvarming. Mykgjøring av de indre gjengene er resultatet av lange oppvarmingsprosesser.
Induksjonsoppvarming gir presis varmekontroll for å sikre et konsistent resultat, med resultater av høy kvalitet. Utstyr kan programmeres for et spesifikt effektnivå og oppvarmingstid, noe som fjerner operatørvariasjoner og forbedrer repeterbarheten av prosessen.
 Målet: For å varme opp endene av 0.072" fjærtråd, med en avstand på 1/2" fra hverandre, jevnt for påføring av nylonpulver på en 1" lengde av enden. En gang oppvarmet til 7000F, nylonpulveret smelter sammen med ledningen og skaper et beskyttende belegg. Bylter har en tidligere historie med å stikke gjennom det støttende plagget og skrape brukeren. Ved å legge til et beskyttende nylonbelegg i endene av trådformen, unngås denne ubehagelige situasjonen.
Målet: For å varme opp endene av 0.072" fjærtråd, med en avstand på 1/2" fra hverandre, jevnt for påføring av nylonpulver på en 1" lengde av enden. En gang oppvarmet til 7000F, nylonpulveret smelter sammen med ledningen og skaper et beskyttende belegg. Bylter har en tidligere historie med å stikke gjennom det støttende plagget og skrape brukeren. Ved å legge til et beskyttende nylonbelegg i endene av trådformen, unngås denne ubehagelige situasjonen.
Materiale: Fjærtråd og nylonpulver
Temperatur: 370 ℃
Påføring: De DW-UHF-6KW-III utgang i fast tilstand Induksjon oppvarming strømforsyning sammen med en unik fem (5) svinger langstrakt spiralformet spole ble brukt for å oppnå følgende resultater:
- 370 ℃ ble nådd med en tolv (12) sekunders maskinsyklus.
- Et jevnt belegg ble produsert som et resultat av jevn oppvarming på grunn av den unike fem (5) vendinger langstrakte spiralformede spolen.
- Tolv (12) trådprøver ble varmet opp samtidig i den unike arbeidsspolen.
Utstyr: DW-UHF-6KW-III utgang av solid state induksjonsstrømforsyning inkludert en (1) ekstern varmestasjon som inneholder to (2) kondensatorer med en total verdi på 0.66 µF, og en unik fem (5) omdreininger langstrakt spiralformet spole som måler 2 1/2" bred, 8 1/ 2" lang og 2 3/4" høy med de to nederste svingene vinklet ned i endene.
Frekvens: 258 kHz
