Induksjon Annealing Shaft End
Beskrivelse
Induksjon Annealing Shaft End Med High Frequency Induction Heating System
Mål Annealing enden av en hydraulisk motoraksel i stål før maskinering
Materiell stålstang med en diameter på 75 mm (19 mm), 6 mm (152.4 ”) med en kilespor i enden
Temperatur 1350 ºF (732 ºC)
Frekvens 300 kHz
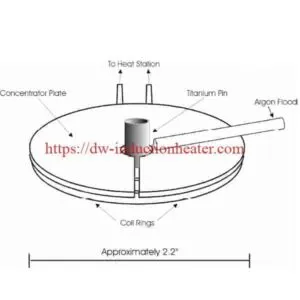
Utstyr • DW-UHF-10 kW induksjonsvarmesystem, utstyrt med et eksternt arbeidshode som inneholder en 1.0 μF kondensator
• En induksjons varmespole designet og utviklet spesielt for denne applikasjonen.
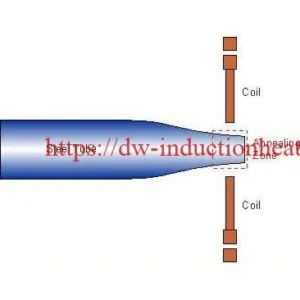
Prosess En trehjuls spiralformet spiral brukes til annealing av motorakselen.
Enden på motorakselen plasseres i spolen, og strøm påføres i 20 sekunder for å nå 1350 ºC (732 ºF) og slå stålet rødglødende
Resultat / Fordeler Induksjonsvarme gir:
• Høy effektivitet, lav energikostnad
• Nøyaktig og kontrollerbar plassering av varme for kun å gløde det nødvendige området
• Raskere produksjonsprosess
• Konsistente resultater