Induksjonsoppvarming stålplate for smiing
Beskrivelse
Induksjonsvarmestålplate for smiing og varmforming
Metallinduksjonsvarmestålplate for smiing og varmforming er utmerkede induksjonsoppvarmingsapplikasjoner. Industriell Induksjon smiing og varmforming prosesser involverer bøying eller forming av en metallstang eller blomstring etter at den har blitt oppvarmet til en temperatur der dens motstand mot deformasjon er svak. Blokker av ikke-jernholdige materialer kan også brukes. 
Induksjonsvarmemaskiner eller konvensjonelle ovner blir brukt til den første oppvarmingsprosessen. Linjer kan transporteres gjennom induktoren via en pneumatisk eller hydraulisk skyver; klype roller drive; traktordrift; eller gangbjelke. Berøringsfri pyrometre brukes til å måle billet-temperaturen.
Andre maskiner som mekaniske slagpresser, bøyemaskiner og hydrauliske ekstruderingspresser brukes til å bøye eller forme metallet.
Målet: Forvarm en stålplate (3.9 "x 7.5" x 0.75 "/ 100 mm x 190 mm x 19 mm) før smiing for å lage et hakkehode med målet om å øke produksjonen sammenlignet med forvarming med en gassovn.
Materiale: Stålplate
Temperatur: 2192 ºF (1200 ºC)
Frekvens: 7 kHz
Induksjonsoppvarmingsutstyr: DW-MF-125/100, 125 kW induksjonsvarmesystem utstyrt med en ekstern varmestasjon som inneholder tre 26.8 μF kondensatorer.
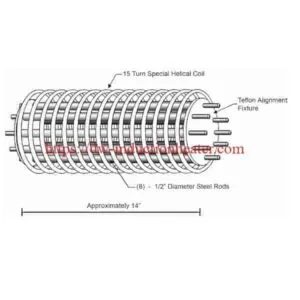
- En spiralformet spiralspiral med tre posisjoner designet og utviklet for å generere den nødvendige varmen til denne applikasjonen.
Prosess Stålplaten ble satt inn i tre-posisjonssnurrspiralen og strømforsyningen ble slått på. På 37 sekunder ble en annen rustfri stålplate satt inn, og på 75 sekunder ble en tredje rustfri stålplate satt inn. Ved 115 sekunder ble ønsket temperatur oppnådd for første del, og prosessen fortsatte.
Etter oppstart kan delene varmes opp hvert 37. sekund fra sekvensen de ble angitt. Mens den totale syklustiden er 115
sekunder, kan en del fjernes hvert 37. sekund, noe som tillot induksjon for å oppnå ønsket produksjonshastighet
og realiserer betydelige gevinster sammenlignet med bruk av gassovn.

Resultater / fordeler
Høyere produksjonshastighet: Prosessen oppnådde en produksjonshastighet på 100 deler per time, mens en gassovn produserte 83 deler per time
- Repeterbarhet: Denne prosessen er repeterbar og kan integreres i en produksjonsprosess
- Presisjon og effektivitet: Oppvarming er presis og effektiv, med bare varme på stålplatene
Den omtrentlige varmformende temperaturen til de mest brukte industrielle materialene er:
• Stål 1200 º C • Messing 750 º C • Aluminium 550 º C
Totalt anvendte applikasjoner for induksjon
Induksjonsoppvarmingsmaskiner brukes ofte til å varme opp ståltapper, stenger, messingblokker og titanblokker til riktig temperatur for smiing og varmforming.

Delvis utforming av applikasjoner
Induksjonsoppvarming brukes også til å varme opp deler som rørender, akselender, bildeler og stangender for delvis formings- og smiingsprosesser.
Induksjonens oppvarmingsfordel
Sammenlignet med vanlige ovner, gir induksjonsvarmemaskiner for smiing betydelige prosess- og kvalitetsfordeler:
Mye kortere oppvarmingstid, noe som minimerer skalering og oksidasjon
Enkel og nøyaktig temperaturkontroll. Deler ved temperaturer utenfor spesifikasjoner kan oppdages og fjernes
Ingen tapt tid på å vente på at ovnen skulle rampe opp til ønsket temperatur
Automatisert induksjonsvarmemaskiner krever minimalt med arbeidskraft
Varme kan ledes til ett spesifikt punkt, som er svært viktig for deler med bare ett formingsområde.
Større termisk effektivitet - varme genereres i selve delen og trenger ikke varmes opp i et stort kammer.
Bedre arbeidsforhold. Den eneste varmen som er til stede i luften er den fra selve delene. Arbeidsforholdene er mye hyggeligere enn med en fyringsovn.