Målet
Høyfrekvensinduksjon Lodding av messingrør til messingdel og en messingspiss på under ett minutt ved bruk av induksjon.

Utstyr
DW-UHF-6KW-III håndholdt induksjonslodningsmaskin

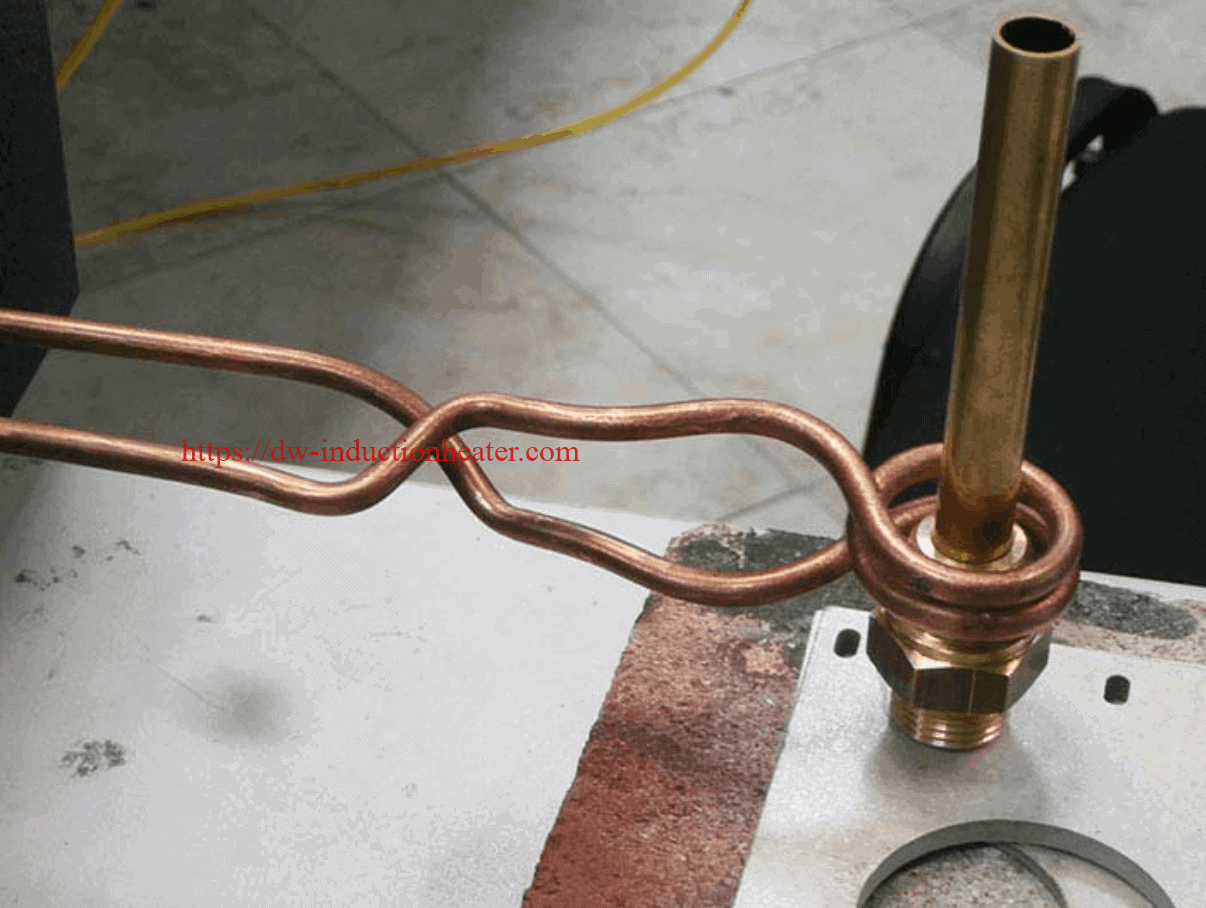
2 svinger spiral
materialer
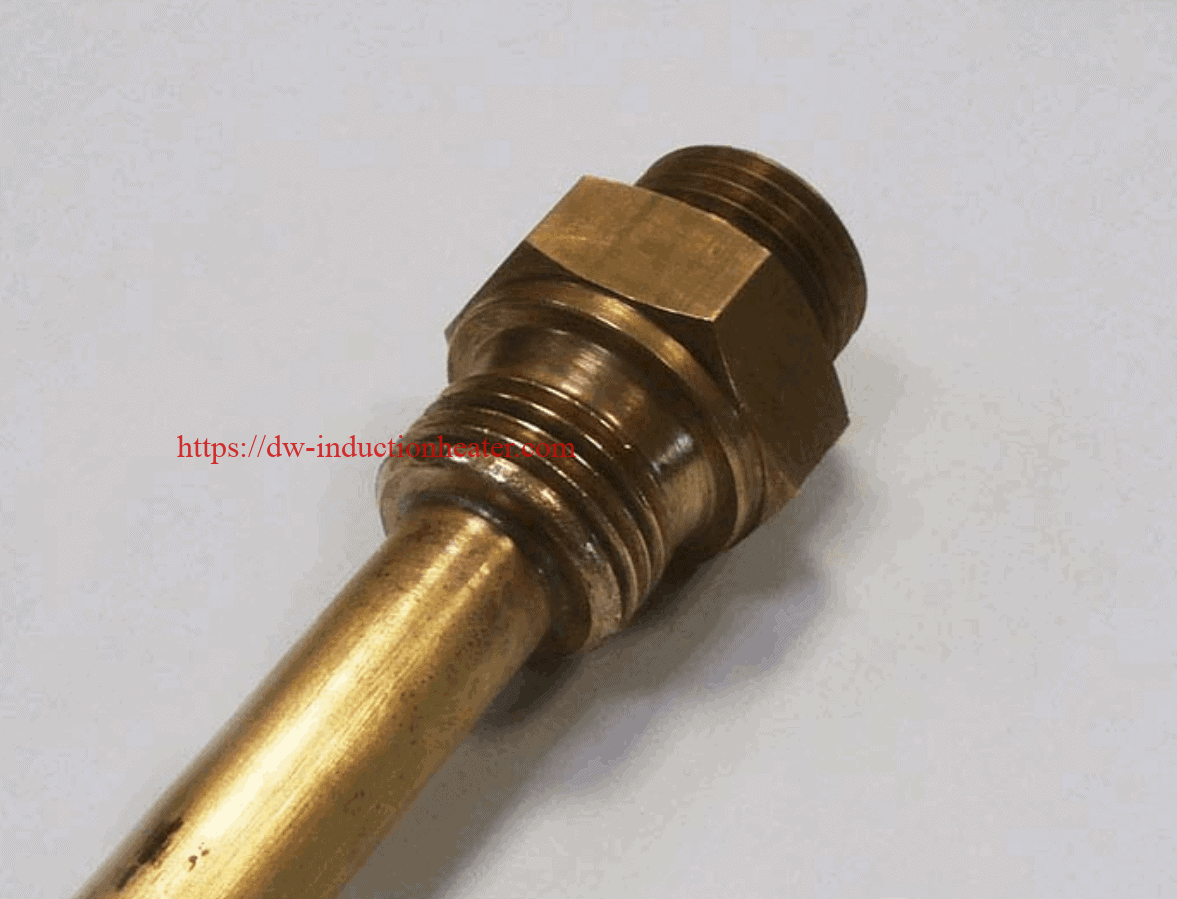
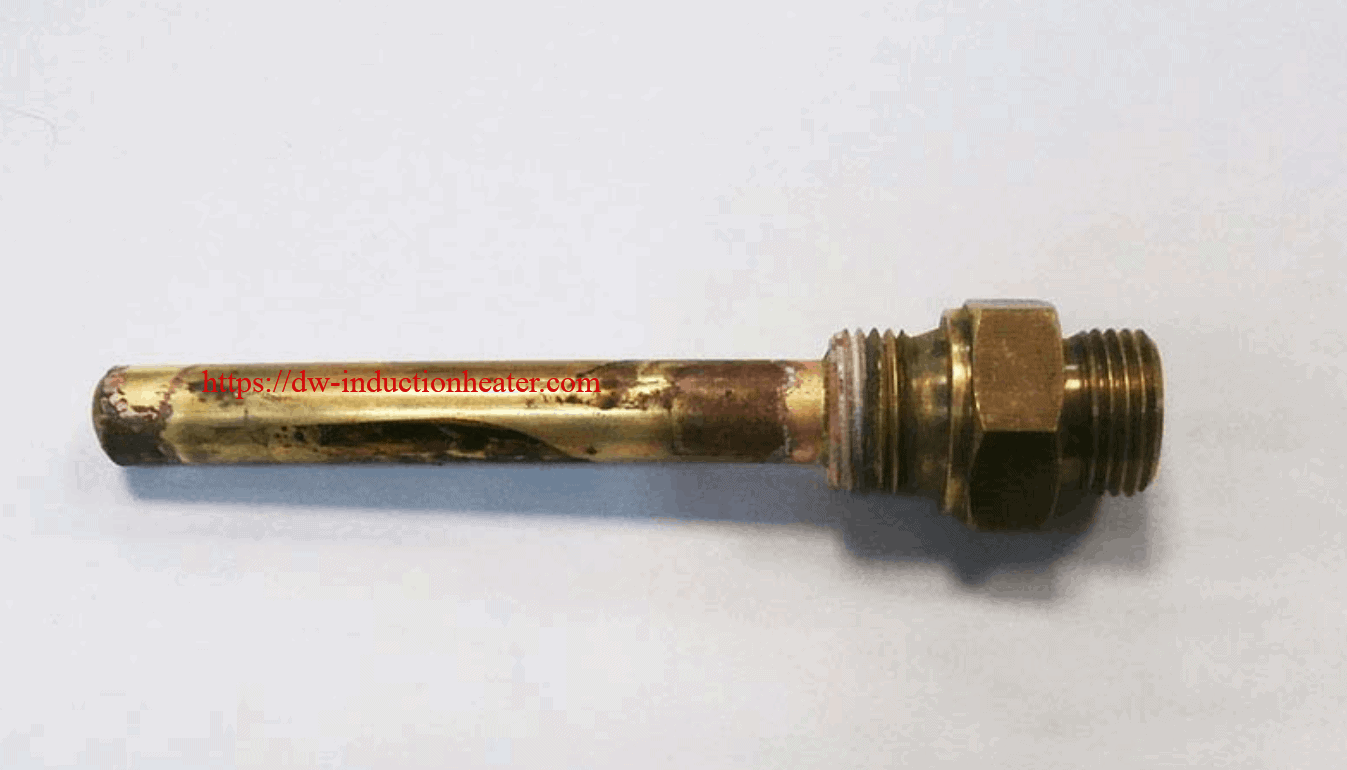
• Bred messingdel
• Messingrør
• Sølvbasert loddinglegering, levert av kunden
Test 1 - Rør til bred del:
Nøkkelparametere
Effekt: 4.4 kW
Temperatur: 1400 ° C (760 ° F)
Tid: 38 sek
Test 2 - Rør til spissen:
Nøkkelparametere
Effekt: 4.4 kW
Temperatur: 1400 ° C (760 ° F)
Tid: 17 sek
Prosess:
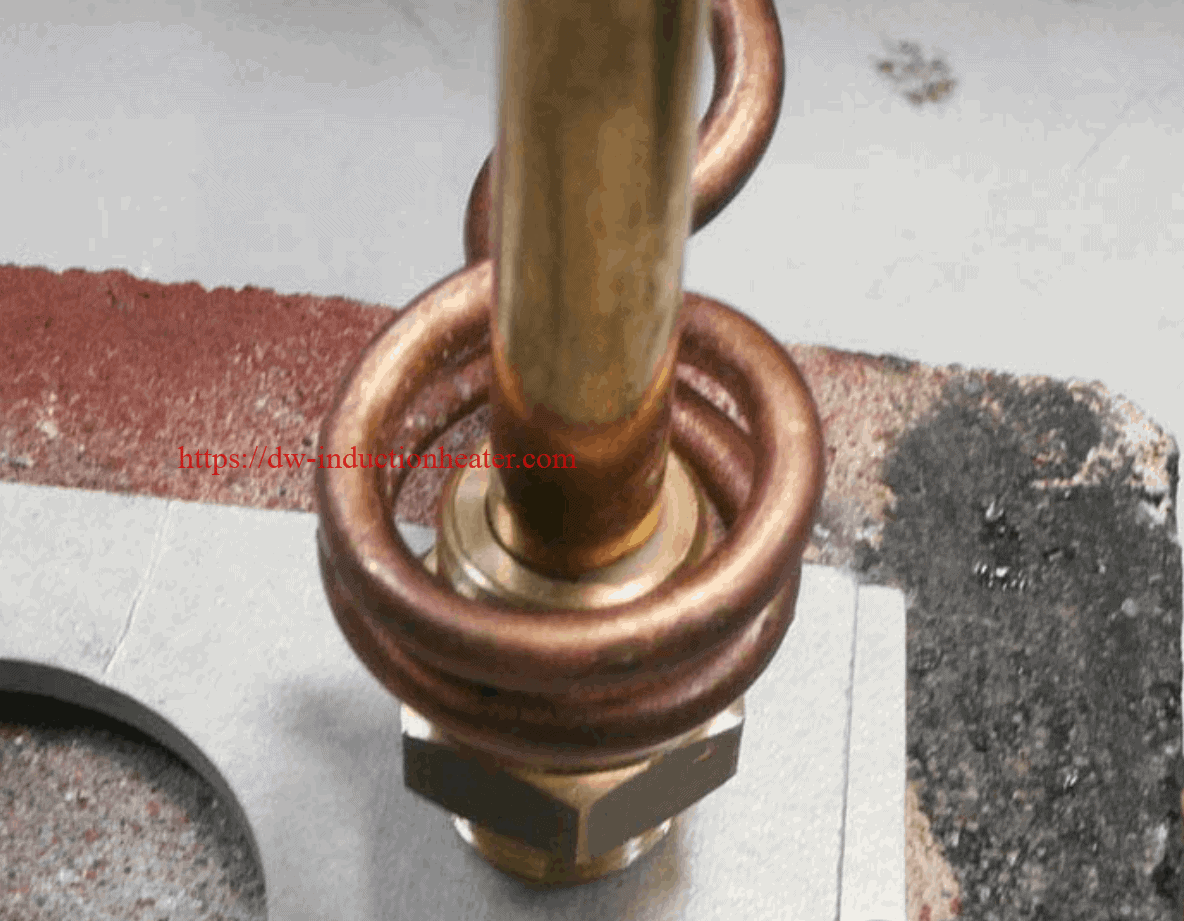
Test 1
- Den brede delen og messingrøret er satt sammen og en loddende legeringsring er plassert mellom dem.
- Enheten legges i induksjonsvarmebatteriet og induksjonsvarmen påføres.
- Fugen er fullført på 38 sekunder.
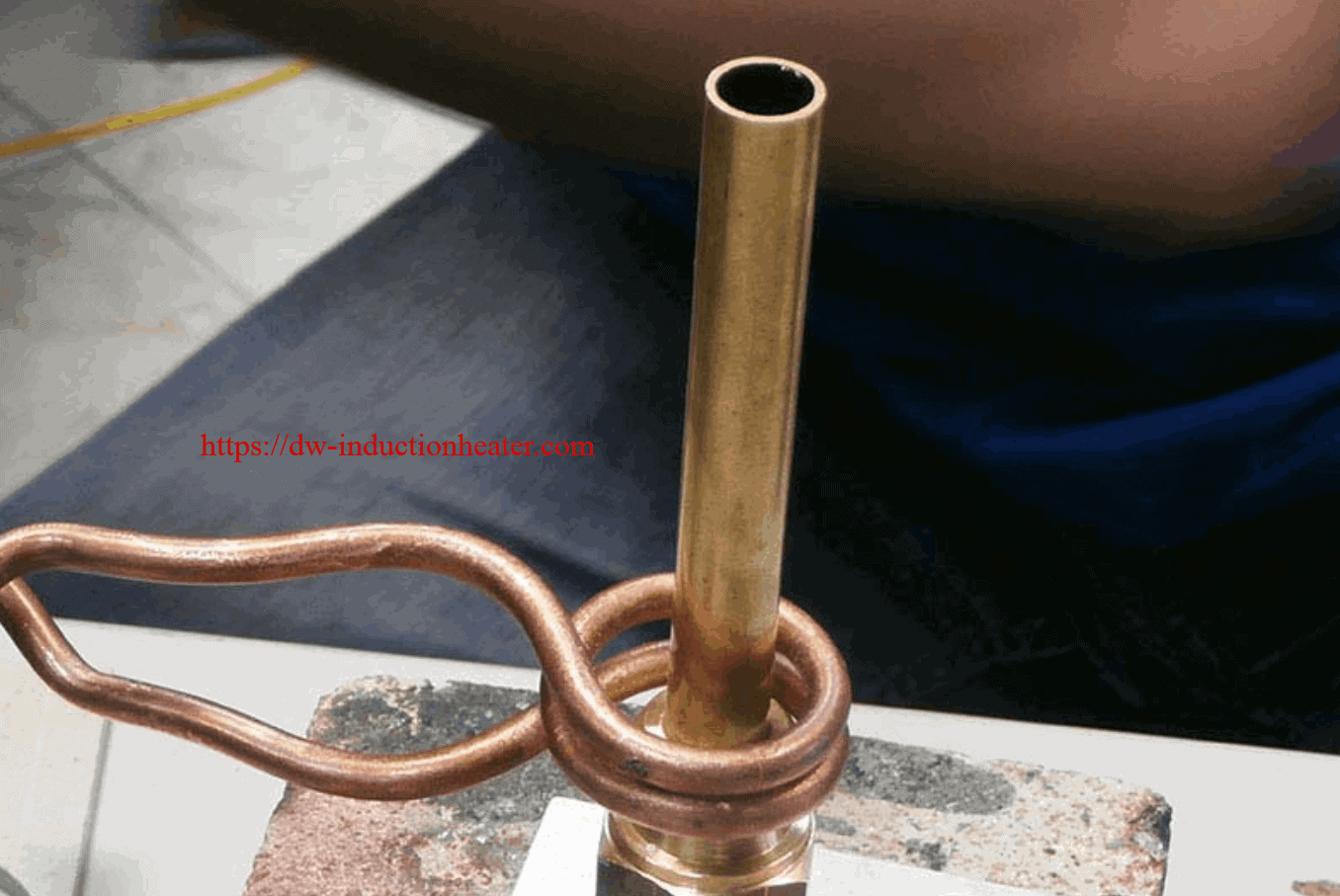
Test 2
- Spissen og røret er satt sammen og en loddende legeringsring er plassert mellom dem.
- Enheten legges i spolen og induksjonsvarmen tilføres.
- Fugen er fullført på 17 sekunder.
Resultater / fordeler:
Induksjonsoppvarming gir:
- Sterke slitesterke ledd
- Selektiv og presis varmesone, noe som resulterer i mindre delforvrengning og leddspenning enn sveising
- Mindre oksidasjon
- Hurtigere varmesykluser
- Mer konsistente resultater og egnethet for stor volumproduksjon, uten behov for batchbehandling
- Tryggere prosess enn flamme lodding