lodding av kobber til rustfritt stål
Beskrivelse
Målet
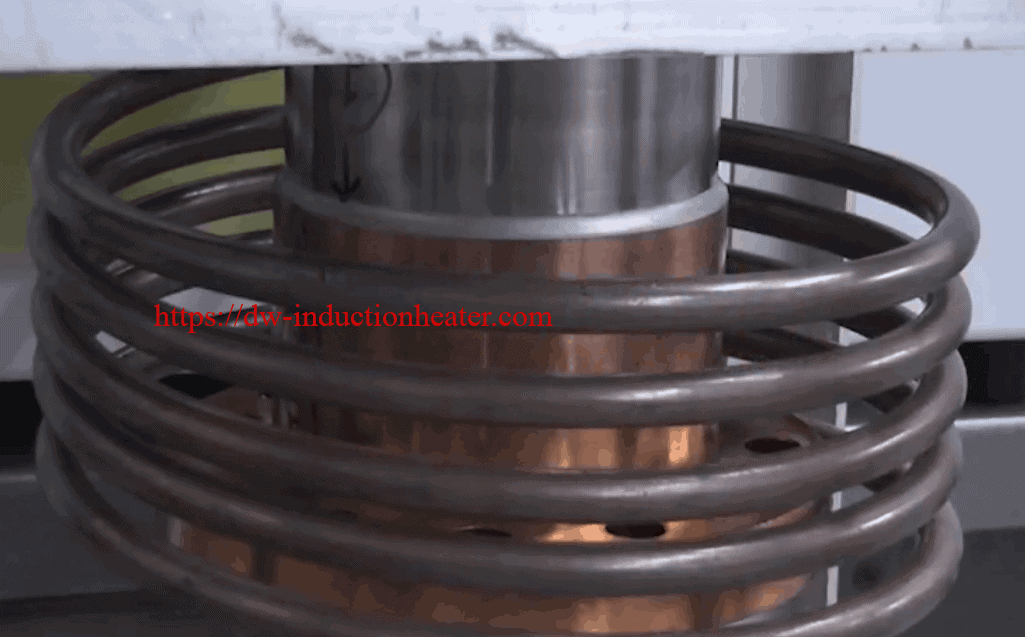
Induksjon Lodding av kobberrør til rustfritt stålrør. Kryogene pumper og hus.

Utstyr
DW-HF-15 kW / 25KW / 45KW utstyr til induksjonsvarme

Test 1
materialer
Kryogene pumper og hus - Kobberhette (2 ”(25.4 mm) OD, 3” (76.2 mm) lang, 0.15 ”(3.81 mm) tykk vegg, sitter på rustfritt stål aksel 1.4” (3.81 mm) dypt), rustfritt stål aksel (1.7 ”(43.18 mm) OD, 6” (152.4 mm) lang og festet til større masse når den slutter, 0.1 ”(2.54 mm) tykk.)
Strøm: 25 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: Under 40 sekunder

Test 2
materialer
Kryogene pumper og hus - kobberhylse (3.6 ”(91.44 mm) OD, 0.1” (2.54 mm) tykk vegg som er 2.7 ”(68.5 mm) høy, 3.8” (96.52 mm) OD-leppe på bunnen som er 0.6 ”( 15.2 mm) høy med en tykkelse på omtrent 0.85 ”(21.5 mm), del med leppe er 3.14” (79.7 mm) høy totalt, SS-akselen sitter 2.66 ”(67.5 mm) dyp), SS-aksel (3.4” (86.3 mm)) OD, 3.2 ”(81.2 mm) ID, over 7.5” (190.5 mm) høy, har mindre hette og aksel festet i den ene enden og en større 8 ”(203.2 mm) base i den andre)
Strøm: 16.06 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: 1 minutt 30 sekunder til 3 minutter
Test 3
materialer
Kryogene pumper og hus - kobberhylse (3.5 ”(88.9 mm) OD, 0.1” (2.54 mm) tykk vegg som er 2.1 ”(53.3 mm) høy, 5.3” (134.6 mm)) OD-leppe på bunnen som er 0.74 ”( 18.7 mm) høy med en tykkelse på omtrent 1 ”(25.4 mm), del med leppe er 2.8” (71.1 mm) høy totalt, rustfritt stål skaft sitter 2.66 ”(67.5 mm) dypt), rustfritt stål aksel (3.35” (85.0) mm) OD, 3.2 ”(81.2 mm) ID, over 7.5” (190.5 mm) høy, har mindre hette og aksel festet i den ene enden og en større 5.5 ”(139.7 mm) sokkel i den andre)
Strøm: 9.09 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: omtrent 20 til 30 sekunder

Test 4
materialer
Kryogene pumper og hus - Kobberhette (2.7 "(68.5 mm) OD, 2.85" (72.3 mm) høy, 0.6 "(15.2 mm) vegg, sitter på rustfritt stålaksel 1.4" (35.5 mm) dyp), rustfritt stålaksel ( 1.54 ”(39.1 mm) OD, 0.9” (22.8 mm) tykk vegg, 6.5 ″ (165.1 mm) høy og festet til større masse når den ender) ekstra rustfritt stålhette på den andre siden av kobber, 2.44 ”(61.9 mm ) OD, 0.8 ”(20.3 mm) høy eller mer, 0.88” (22.35 mm) stamme på toppen som er 1.4 ”(35.5 mm) høy med 0.66” (16.7 mm) ID
Strøm: 14 kW
Temperatur: 1145 ° F + (618 ° C)
Tid: 1 minutt 50 sekunder

Resultater og konklusjoner:
Test 1: Test startet med mye lavere effekt og rampet opp til 25 kW etter 15 sekunder. Induksjonslodding var vellykket.
Anbefalt å bruke en strammere spole som bare vikler rundt halvparten av kobberhetten. Dette ville konsentrere varmen bare på stedet der legeringen er og bør redusere varmetiden.
Test 2: Testen ble utført med en for stor spole på grunn av klareringsproblemer skapt av leppen på siden. Den omtrentlige tiden for full syklus er 20 til 30 sekunder. Den lavere frekvensen syntes å være gunstig for applikasjonen ved å få feltet til å trenge dypere forbi kobberet og inn i selve stålet, noe som resulterte i raskere varmetider.
Test 3: Test ble utført med 14 kW for å simulere den nødvendige tidssyklusen for vår DW-HF-15KW induksjonsvarmesystem. Denne delen vil kreve den lengste varmetiden på grunn av kobbermassen. Varmetidene kan reduseres ved bruk av en større strømforsyning.
Varmetidene for alle testene kan forbedres ved å optimalisere induksjonsvarmebatterier for de spesifikke delene og ved å senke frekvensen. En temperaturregulator og pyrometer anbefales på det sterkeste for å sikre at det ikke blir skader på delene hvis de følger med et større induksjonssystem. Hvis du bruker et 15 kW induksjonsvarmesystem, anbefales fortsatt temperaturregulatoren og pyrometeret, men risikoen for delskade reduseres.




