Induksjonsherding Kjeppetenner av karbonstål
Beskrivelse
Høyfrekvent induksjonsherding Jaw Teeth of Carbon Steel overflate prosess
Målet
Vellykket herding av kjeptennene ved hjelp av induksjon.
Utstyr
DW-UHF-6KW-I håndholdt induksjonsherdemaskin
HLQ tilpasset spole
materialer
Kjeve tenner av karbonstål levert av kunden
Nøkkelparametere
Effekt: 4 kW
Temperatur: 1526 ° C (830 ° F)
Tid: 10-15 sek
Prosess:
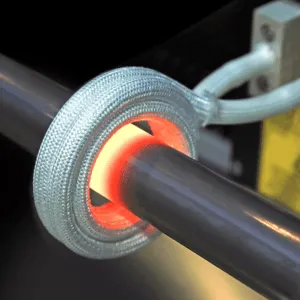
- En testspole ble skreddersydd for applikasjonen.
- Prøven ble festet på plass inne i spolen.
- Induksjonsvarme ble påført tennene.
- Temperaturen på prøven ble overvåket under oppvarming.
- Varme ble påført til herdingstemperaturen var nådd.
resultater:
- Systemet klarte å oppnå sin maksimale kraft.
- Tannen ble oppvarmet til 830 ° C på 12 sekunder.
- 930 ° C ble nådd på 20 sekunder.
- Curie-punktet (rundt 770 ° C) nås på 5 sekunder.
Konklusjoner:
- Systemkonfigurasjon –DW-UHF-6KW-I er egnet for prosessen.
- Klassisk spole er også egnet for denne applikasjonen.
Anbefalinger:
- Automatisering av prosessen kan oppnås ved å bevege enten HS med spole eller kjeven i vertikal retning.
- Riktig kjølesystemer må velges. Kjølekapasitet - minst 4kW. Vann-til-luft-system kan brukes, men det avhenger av den omgivende driftstemperatur.